Концепция внецентренного шлифования клапанов форсунки впрыска топлива
27.09.2016
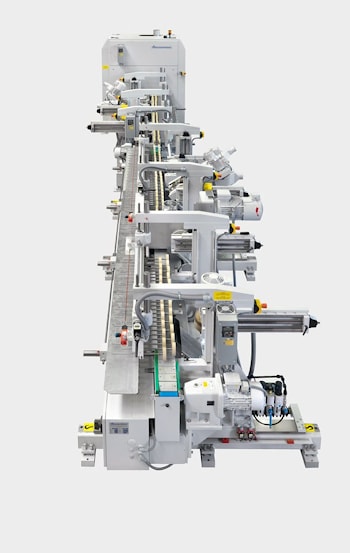
Компания Glebar, которая позиционирует себя как создатель систем модульных станков, опубликовала подробности процесса внецентренного шлифования, разработанного ею для ее станков с числовым программным управлением GT 610. Станки эти компания адресует производителям автомобильных деталей. В частности, новая разработка должна ускорить конструирование и производство клапанов форсунки топливного инжектора. Система позволит сократить затраты на инструмент и запасы инвентаря, а также ускорить интеграцию новых технологий в процессы разработки прототипов или тестирования концепции нового компонента. Разработка процесса внецентренного шлифования для изготовления клапана сопла топливной форсунки может быть долгим и трудным делом, иногда требующим включения до 20 критических размеров, каждый из которых должен быть получен путем внецентренного шлифования. Ожидается, что новый подход Glebar повысит эффективность процесса с помощью однодисковой правки. Означенный единственный диск имеет напыление из синтетических алмазов. Данная обработка является частью системы шлифования Glebar. Правка шлифовального круга выполняется полностью с помощью числового программного управления. Система Glebar правки шлифовального диска с числовым программным управлением, внедренная на такой платформе, как станок Glebar GT 610 с числовым программным управлением, имеет субмикронную позиционную точность, что позволяет получать достаточно утонченные формы. С помощью этой возможности правленое шлифовальное колесо ловит критические размеры, что необходимо при изготовлении сопла топливного инжектора, говорит Шон Рисс, отвечающий за данное приложение старший инженер.
Используя однодисковый вал с описанной возможностью, конечный пользователь может создавать множество профилей, не испытывая необходимости приобретения обратноплакированного диска для каждого отдельно взятого профиля. Это и позволяет сокращать сроки и уменьшать запасы инвентаря, а также первоначальные затраты на инструменты.
В рамках своего нового метода конструирования новых клапанов впрыска топливных форсунок Glebar предлагает систему бесконтактного измерения P4K как установочное и контрольное средство. Корректировки производятся путем получения из P4K размеров радиусов, диаметров, ступеней и углов. И это позволяет корректировать форму колеса автоматически через систему правки с числовым программным управлением.
По информации Glebar, компания подала заявку на патентование своего метода коррекции формы колеса. Использование офлайн-калибровки исключает необходимость использования как трассоизмерительных систем, так и оптических компараторов. Все интерфейсное программное обеспечение разработано специально для организации обратной связи со станком, в конечном счете для обеспечения бесконечности множества форм создаваемого колеса.
Исторически сложилось так, что нормативы проектно-конструкторской работы устанавливают, что время шлифования компонентов готовых отшлифованных клапанов сопла топливного инжектора может достигать 16 недель, поясняет Рисс. Это из-за чрезвычайно длительного нормативного срока применения обратноплакированного правИльного круга. Этот инструмент может быть очень точным, но его использование сильно увеличивает себестоимость готовой детали.
Однодисковое решение Glebar исключает необходимость применения обратноплакированных дисков, что обеспечивает значительную экономию расходов. По словам Рисса, потребность производителей в обрабатывающих центрах и связанных с ними системах подразумевает многогранность и возможность вертикальной интеграции. Само внедрение технологии испытывает постоянное корпоративное сопротивление. Дело в затруднительности стоимостного охвата ограниченных процессов шлифования по принципу один кусок за один цикл.
Часто использование в среде производства этих и подобных компонентов обратноплакированного диска является идеальным решением. В то же время с помощью одного алмазного диска с числовым программным управлением правкой можно ускорить подтверждение действенности концепции и снизить затраты на разработку.
Glebar предоставляет мастерским возможность шлифовать несколько деталей за один цикл с калибровкой с обратной связью и с полной автоматизацией подачи. Новое преимущество в части универсальности, то есть возможность использования как однодискового решения, так и обратноплакированного диска, позволяет клиентам Glebar ускорять реализацию своих проектов в области развития и планирования полностью автоматизированных долгосрочных производственных циклов.
Компания Mirka внедряет роботизированное шлифование в деревообработку и сейчас готовится ознакомить со своими решениями посетителей предстоящей в марте выставке DelhiWood Show , которая пройдет в Нью-Дели. Ассортимент роботизированных шлифовальных ...
С 1968 года компания Newmar известна тем, что строит автобусы высокого класса, параметры которых определяют уровень и расширяют границы индустрии домов на колесах. Стремление Newmar к инновациям привело к появлению многих отраслевых новинок. В числе ...
Каждая из шлифмашин серии WEBER KSN является полностью переконструированной автоматической шлифовальной машиной для шлифования дерева, шпона и лакированных поверхностей. Наличие до четырех шлифовальных станций позволяет учитывать все варианты ...
Когда мне нужно отшлифовать и выровнять фанеру, дверцы шкафов, дерево с рельефным рисунком или тонкие панели, я предпочитаю барабанный шлифовальный станок, говорит Чарлз Бикфорд, плотник и бывший старший редактор журнала Fine Homebuilding. Новый ...
Если речь идет о шлифовальном оборудовании для небольших деревообрабатывающих мастерских, наиболее практичным и экономичным выбором является консольный барабанный шлифовальный станок. При том, что одним из основных преимуществ барабанного ...
Области применения дельташлифовальных машин Festool, это труднодоступные поверхности, кромки и углы. Мощные портативные шлифовальные машины с треугольной шлифовальной зоной воздействия хорошо работают, в первую очередь, благодаря идеально ...
Вдохновляясь природными образцами, с одной стороны, и последовательностью Фибоначчи, с другой, компания sia Abrasives Industries разработала новаторскую новую систему отверстий для своих абразивных инструментов. Отверстия в абразивном круге ...
Совершенно новый инструмент Mirka DEOS упрощает процесс шлифования, сокращая время выполнения и повышая эффективность. Mirka DEOS, электрическая орбитальная шлифовальная машина, оснащена всеми инновационными функциями, которые способствовали ...
Компания Anthon производит как отдельные форматно-раскройные станки, так и полностью автоматизированные линии обработки форматных плит. Вообще различное оборудование, предназначенное для раскроя древесно-стружечных плит, для упаковки готовых ...
Двенадцативольтная аккумуляторная шлифовальная машина Skil имеет вид типичной модели с дельта-шлифовальным кругом. Ее официальное название, это бесщеточная компактная шлифовальная машина Skil PWRCore 12V. Приводом машины является бесщеточный ...
Компания Karl Heesemann Maschinenfabrik производит станки для шлифования как древесного массива, так и древесного шпона, а также поверхностей, покрытых лаком или пленкой. В шлифовальных станках Heesemann для кромок и профилей используются ленточные ...
Kündig представляет совершенно новый шлифовальный станок Master, который сочетает в себе лучшее качество шлифования, многолетний опыт обеспечения точности и четкую, плавную концепцию управления с максимально возможной экономической эффективностью. ...