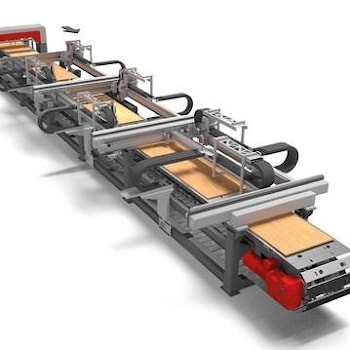
Автоматизированная линия SLP2 переработки малых бревен
24.12.2013
Даже сегодня тонкомер, или тонкоствольную древесину, то есть верхнюю часть ствола, многие деревообработчики рассматривают как условный отход. Не стопроцентный, ведь не только топить можно тонкомером, но и целлюлозу из него делать. Но еще нет массового понимания того, что из тонкомера получается самый настоящий пиломатериал, пусть не конструкционный, но имеющий свою рыночную стоимость. Тонкомер, продаваемый целлюлозно-бумажным комбинатам, почти вдвое дешевле того же тонкомера как сырья для производства пиломатериалов. Тем не менее объем потребления тонкомера целлюлозно-бумажными комбинатами существенно превышает объем, потребляемый производителями пиломатериалов. Причиной же отсутствия такого массового понимания является отсутствие массовой переработки тонкомера на пиломатериалы. Радует, правда, что уже наблюдаются уверенные ростки этой нужной тенденции в виде рациональных, экономически целесообразных технологий.
Одну из таких технологий в 2007 году разработали конструкторы Wood-Mizer, предложив линию раскроя тонкомера SLP. Основу успеха линии составляют узкие ленточные пилы, которые, обеспечивая наиболее экономичную распиловку, собственно, и дали компании ее название, которое можно перевести как древесный крохобор. В данной области Wood-Mizer является признанным мировым экспертом вот уже четвертый десяток лет. Экономить узкие ленточные пилы позволяют не только сырье, но и энергию. Кроме того, они дешевы в эксплуатации, и, возможно, только их использование делает рентабельной распиловку малых бревен.
В настоящее время в разных странах смонтировано и эксплуатируется более 200 линий SLP. Анализ отзывов пользователей позволил компании усовершенствовать уже оправдавшую себя технологию, добавив такое новое экономическое преимущество, как снижение трудозатрат. Поскольку обновленную, теперь уже автоматизированную линию SLP2 обслуживает, в зависимости от размеров перерабатываемого сырья, 2 либо 3 человека, потребность в рабочей силе удается снизить вдвое. Управление линией выведено на центральный пульт, который устанавливается в начале линии. С этого места оператор дистанционно контролирует состояние станков, включает и выключает линию.
Важным свойством новой линии является то, что все ее станки объединяет слаженно функционирующая транспортная система. Следует сказать, что, автоматизируя SLP, конструкторы Wood-Mizer разработали три типа конвейеров. Ленточные, роликовые и цепные. Далее, геометрическую точность распила обеспечивают оптимальные методы позиционирования бревен, найденные путем последовательного многократного тестирования различных вариантов. Кроме того, решена проблема удаления отходов из зоны пиления.
Помимо же существенного конструктивного усовершенствования всех станков, составлявших исходную SLP, для SLP2 создан совершенно новый станок. Вдобавок к существенному улучшению конструкции всех элементов SLP усилена безопасность работы этих станков. Каждый ленточнопильный станок оснащен устройством гидравлического натяжения пилы с датчиком безопасности, которое останавливает линию в случае разрыва пильного полотна.
Загрузка материала на линию SLP2 осуществляется с наклонной накопительной рампы, оборудованной цепным механизмом подачи бревен. В начале линии находится вертикальный двухголовочный станок TVS, отпиливающий по пласти с левой и правой сторон бревна, в результате чего получается двухкантный брус. Через пилящий механизм бревно подается по цепному конвейеру, в котором каждое звено является зацепом, надежно захватывающим бревно. Сверху бревно прижимают шесть прижимных роллеров в виде колес с захватами. На выходе из станка отпиленные пласти падают на нижний наклонный конвейер, который с помощью цепей удаляет их из зоны распила к месту последующей переработки.
Полученный двухкантный брус поступает на вышеупомянутую новую разработку Wood-Mizer, горизонтальный одноголовочный станок SHS. Со станком TVS этот станок соединен единой конвейерной цепью, по которой брус поступает в пилящий механизм. Здесь от бруса снизу отпиливается горизонтальная пласть. Далее этот совокупный пиломатериал по конвейеру приходит к развилке, где отпиленная нижняя пласть продолжает прямолинейное движение по роликовому конвейеру и падает вниз на нижний поперечный цепной конвейер, следуя к месту складирования. Трехкантный же брус, направляемый сенсорными пневматическими прижимами, по ленточному конвейеру поступает в горизонтальный ленточный многопил HR500.
Последний в зависимости от требуемой производительности может иметь до 6 пилящих голов. Таким образом, этот станок способен за один проход распустить трехкантный брус на шесть паллетных дощечек и одну горбыльную доску. Точность позиционирования материала обеспечивают горизонтальные пневматические прижимы и верхний пневматический роллер, которые срабатывают по очереди, когда трехкантный брус приближается к пиле. Далее поперечные транспортные конвейеры доставляют готовую продукцию в зону складирования.
Инсталляция линии SLP2 не является сложной и производится за два дня. Хотя специального фундамента для нее не требуется, выбранная площадка должна быть ровной. При монтаже линии выполняется настройка станков, которую в процессе работы необходимо проверять примерно раз в неделю. Компания Wood-Mizer рекомендует своим клиентам заказывать линию SLP2 с учетом размеров обрабатываемой древесины. Чем маломернее материал, тем короче конвейеры, тем меньше стали, дешевле оборудование, компактнее компоновка линии. Экономится пространство, облегчается обслуживание, уменьшаются энергозатраты.
Итак, имеем автоматизированную линию раскроя малых бревен, в которой три ленточнопильных станка соединены конвейерами для транспортировки материала. На этой линии бревна диаметром 10-40 сантиметров и длиной 1,0-3,6 метра перерабатываются в любой пиломатериал прямоугольного сечения, в основном в тарную дощечку, материал, весьма востребованный при построении логистических цепочек. Наряду с экономией трудоресурсов этот фактор позволяет, внедрив на деревообрабатывающем предприятии автоматизированную тарную линию SLP2, сделать его более конкурентоспособным и эффективным.
Не так давно глобальный софтверный гигант Atlassian обнародовал план возведения в Сиднее строения Timber Tower. Это будет самое высокое в мире гибридное, то есть в значительной степени деревянное, коммерческое здание башенного типа. Здесь ...
Самые разнообразные возможности проектировщикам, конструкторам и строителям деревянных конструкций предлагает фирма WETO. В частности, разработанная ее программистами новая программаVisKon представляет собой систему автоматизированного ...
Мы уже писали о продукции итальянского производителя деревообрабатывающего оборудования DIERREGI, продвигающего свои станки под брендом OMGA и девизом Wood be nice. В числе моделей, дебютировавших совсем недавно, усовершенствованная ...
На выставке Xylexpo 2018 компания Homag продемонстрировала полностью автономный цех. В ходе презентации было представлено две ячейки, которые полностью автоматизированы и взаимосвязаны. Эти две ячейки были связаны автономным помощником. А именно, ...
Инструмент Endurance Diamond Finger Joint , EDFJ , от Peak Toolworks достаточно прочен, чтобы резать все типы твердых древесных материалов, включая древесину с сучками и дефектами. Его можно использовать для обработки древесины хвойных и лиственных ...
Две полностью автоматизированные системы точечного ремонта древесины от Fill Machine Engineering развернуты на производственной мощности лесопромышленной компания Roseburg в штате Орегон. Системы являются так называемыми speedfiller, буквально ...
Для тех, кто изготавливает древесноволокнистые и древесностружечной плиты, очевидно, что решающее влияние на качество панели оказывает плотность сырья. При обеспечении экономической эффективности производства древесных панелей этот параметр является ...
Словосочетанием Your Home . Your CASA была озаглавлена презентация новой линии ламината CASA от группы Classen. Разработчики напольного покрытия стремились к его адаптируемой устойчивости, что должно быть залогом беспроблемной жизни в современных ...
Новая сверлильная головка LEUCO Light HW представляет собой мощный универсальный инструмент для безударного сверления отверстий под крепеж и фурнитуру и краевых отверстий в панелях из цельной древесины и древесных материалов. Следует полагать, что в ...
Шведские лесопильные предприятия уделяют особое внимание передовым технологиям. С одной стороны, с целью модернизации своих производств, с другой, стороны, с целью модернизации существующих функций лесопильных предприятий. Промышленный бум на севере ...
Одним из признанных специалистов в области технологий измельчения и брикетирования является компания Gross Apparatebau. В числе прочего оборудования компания предлагает брикетировочные прессы GP Genius. Данная серия прессов разработана для ...
Форматно-раскроечные станки от High Point известны благодаря обеспечиваемой ими высокой, до 0,1 миллиметра, геометрической точности реза. В основе данного качества такие конструктивные особенности, как направляющие из высококачественной легированной ...