Серьезность проблемы требует последовательного анализа всех четырех факторов, влияющих на процесс распиловки, - работы оператора, состояния станка, состояния пилы, характера древесины.
Многие распиловщики, работающие на ленточнопильных станках, знакомы с такой проблемой, как образование при пилении древесины неровной, волнообразной поверхности доски.
Действия оператора
Первый пункт перечня иногда может оказаться и последним. Ведь именно от оператора зависит правильность настройки станка, выбор скорости пиления и подбор пилы в зависимости от типа древесины. Скорость пиления должна быть как можно ближе к максимальной для данного типа древесины. Если скорость пиления недостаточна, поверхность приобретает вид стиральной доски. Если же скорость, напротив, чересчур велика, пила уже не успевает делать пропил и, как следствие, возникает "волна".
Особое внимание должно уделяться настройке станка. Часто даже опытные операторы не уделяют должного внимания состоянию станка, ссылаясь на то, что регулировка отнимает много времени. И обслуживание станка проводят один раз в неделю, а то и реже. На самом же деле проверять настройку станка следует каждый день и обязательно после возможных контактов опорных роликов пилы с бревном. (Проверять - не значит регулировать, и времени на это требуется немного.) На оператора возлагается также контроль подбора и состояния пил.
Состояние станка
Какие детали и узлы станка могут провоцировать возникновение "волны" при распиловке?
Направляющие ролики пилы определяют положение пилы относительно опорного стола станка. Правильность установки роликов контролируется при помощи регулировочной линейки, входящей в комплект станка. Эта линейка должна храниться отдельно от других инструментов во избежание ее повреждения. В случае потери или повреждения линейки рекомендуется приобрести новую, а не пытаться изготовить ее самостоятельно.
Названные ролики не должны иметь следов выработки на рабочей поверхности, приводящих к вибрации полотна пилы. На бортиках роликов не должно быть глубоких рисок, образующихся в том случае, если ролики не вращались при движении пилы. Кроме того, проверяется состояние подшипников. Допустим лишь очень небольшой люфт. В случае, если производится замена подшипников, необходимо проверить, как они посажены в корпусе ролика. Если посадочные отверстия разбиты, устранить люфт заменой подшипников, скорее всего, не удастся, а вновь установленные подшипники быстро выйдут из строя. Лучше заменить ролик в сборе.
Далее проверяется крепление оси (пальца) ролика в корпусе. В случае обнаружения люфта (все шпильки, крепящие ось, затянуты) проводится замена корпуса. Часто в процессе эксплуатации повреждается место крепления корпуса ролика к направляющей каретки, поэтому не удается правильно отрегулировать положение роликов (нет запаса регулировки). Можно попытаться выправить изгиб, предварительно демонтировав корпус ролика. Правда, при этом можно повредить место сварки, поэтому дефектный корпус лучше заменить на новый.
Сломанные регулировочные шпильки и свернутые контргайки лучше сразу поменять на новые, а в дальнейшем, чтобы не допускать их преждевременного выхода из строя, рекомендуется использовать только качественный регулировочный инструмент (накидной ключ на 14 и шестигранник 3/16").
После замены дефектных узлов и деталей проводится полная регулировка роликов пилы согласно заводской инструкции. Чтобы обеспечить равномерность нажатия роликов на пилу при перемещении подвижного ролика из одного крайнего положения в другое, направляющая подвижного ролика должна двигаться в плоскости, параллельной плоскости опорного стола. Об этой регулировке часто забывают или выполняют ее неправильно. В результате при регулировке ширины пропила жесткость полотна пилы изменяется, а это провоцирует возникновение "волны". Необходимо также убедиться в отсутствии люфта в узле привода направляющей подвижного ролика. Здесь недопустим даже незначительный люфт.
Станинные ролики, вышедшие из строя, разумеется, подвергаются замене, при этом важно правильно отрегулировать вновь установленные ролики. После регулировки перпендикулярности вертикальных направляющих к станине необходимо проверить прилегание верхних и нижних роликов к соответствующим направляющим. При необходимости регулируются также нижние прижимные ролики (если они есть).
О регулировке положения пилы на рабочих шкивах. Большой сбег пилы со шкивов приводит к растяжению задней кромки - как следствие, пила делается неустойчивой в пропиле. В этом случае дефект возникает не сразу, иногда после второй или третьей заточки, и оператор, естественно, подозревает, что полотно некачественное. Но в этом случае и новая пила после нескольких заточек пилит так же, как и ее предшественницы.
Установка станка особенно важна в случаях, когда опорные ноги станка не закреплены анкерными болтами, как это рекомендовано в инструкции по эксплуатации станка. Все опорные ноги должны касаться пола без всяких зазоров. В случае обнаружения зазора его необходимо устранить, подложив под опорную ногу металлическую пластинку соответствующей толщины.
На станках, выпущенных до 2000 г., отсутствуют дополнительные опорные ноги, которые устанавливаются вместо шасси и препятствуют прогибу станины при перемещении пилящей головы. Если конкретная модель станка таковых ног не имеет, их обязательно нужно установить, изготовив самостоятельно или приобретя в представительстве "Wood-Mizer."
Состояние пилы
Убедившись, что все настройки станка соответствуют рекомендациям, следует перейти к главной причине возникновения "волны". Это, конечно же, пила. Прежде всего, необходимо помнить, что залогом успеха в пилении является точное соблюдение инструкции по заточке ленточных пил.
Чаще всего "волна" возникает при пилении тупыми пилами. При недостаточной величине разводки резко снижается скорость пиления. Кроме того, пила, даже если она достаточно острая, греется при работе, и ее натяжение приходится постоянно восстанавливать. Точно так же влияет и угол заточки. Если этот угол больше оптимального для данного типа древесины, пила перегружается (вязнет), а если он недостаточен - снижается скорость пиления.
Отдельного рассмотрения заслуживает неравномерность разводки. Если разводка разная от зуба к зубу, "волна" будет иметь случайный характер и зависеть в основном от неравномерности плотности древесины. Если же разводка различается для разных сторон полотна пилы, "волна" будет зависеть от преобладания величины разводки (в одну или в другую сторону) и возникать при изменении скорости распиловки. Косвенно о наличии подобного дефекта свидетельствует то, что после входа в древесину пила ныряет вниз или поднимается вверх.
Пила, у которой шаг зуба или высота зуба изменяются при переходе от зуба к зубу, будет пилить рывками и со значительной вибрацией. Нельзя забывать и о том вреде, который наносят неснятые заусеницы. Кроме увеличения риска разрыва пилы, наличие заусениц приводит к торможению пилы в распиле, ее нагреву, а следовательно, к возникновению "волны". Часто пила повреждается при соскакивании со шкивов или при неправильном высвобождении от заклинивания. Такую пилу обычно правят и пытаются пилить ею и дальше, но качественного распила в данном случае уже не получить.
О древесине
Какие из характеристик древесины влияют на образование "волны"? Прежде всего, это неравномерная плотность слоев. В большинстве случаев плотность сердцевины бревна значительно меньше, чем плотность наружных слоев. Поэтому и количество опилок при распиловке сердцевины больше.
Пила, встречая на своем пути такие участки, уже не справляется с выносом опилок. В результате ее тыльная часть нагревается и увеличивается в размерах. Пила изгибается в распиле, и возникает "волна". Трудно подобрать параметры пилы таким образом, чтобы она одинаково хорошо распиливала и твердые наружные, и мягкие внутренние слои одновременно. В данном случае рекомендуется изменить схему раскроя или выровнять поверхность после получения бруса.
Возникновение "волны" при распиловке мерзлой древесины хорошо знакомо большинству операторов. И если распиловка полностью промерзшей древесины особых проблем не вызывает, то пиление слегка подмороженных или частично замерзших бревен - задача весьма нелегкая. Методика пиления здесь такая же, как при раскрое древесины с неодинаковой плотностью.
При распиловке древесины с большим количеством сучков риск возникновения "волны" возрастает многократно. Пилить в этом случае необходимо очень внимательно и плавно снижать, а затем так же плавно увеличивать скорость подачи при прохождении каждого сучка.
Особые проблемы вызывает пиление очень смолистой древесины. Дело в том, что налипание опилок и смолы на полотно пилы равносильно увеличению ее толщины. А поскольку толщина пропила не меняется, пила начинает тереться о стенки пропила и нагреваться.
Как следствие, падает натяжение. "Волна" появляется тут же. Применение моющей жидкости не всегда помогает, так как жидкость подается обычно только на одну сторону пилы, смола же налипает с обеих.
Фирмой "Wood Mizer" разработана система LubeMizer для одновременной подачи омывающей жидкости на обе плоскости пилы. Есть смысл приобрести эту систему и оснастить ею станок.
По материалам "Wood-Mizer Industries East" подготовил Сергей ЗОЛОТОВ
Древесина разных пород может существенно отличаться по твердости, износостойкости, сопротивлению климатическим и механическим нагрузкам, устойчивости к гниению и вредителям. Изданная в Цюрихе книга Ганса Шаффлютцеля “Деловая древесина” сообщает о ...
Фирма МРМ (Литва) торгует новым и бывшим в употреблении оборудованием, сообщил ее представитель Гедрюс Каминскас. Это линии сортировки бревен, станки оцилиндривания, транспортеры, окорочные станки, лесопильное оборудование, линии сортировки ...
Окончание. Начало . МРМ приходилось поставлять различные многопильные станки, которые предназначены для деления лафета. Большой спрос имеет одноосный станок с пилами, которые могут переставляться одним нажатием кнопки. Пилы диаметром 700 мм, ...
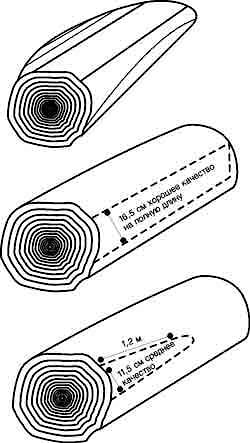
Окончание. Начало . Переворот бревна Пиломатериал напиливается с одной грани до тех пор, пока распиловщик еще уверен, что качество следующей доски с этой стороны бревна будет не ниже, чем качество доски, которую можно получить из другой грани. ...
Качественная маркировка влияет на конкурентоспособность лесоматериалов не в меньшей степени, чем маркировка других видов продукции. В России имеется положительный опыт отдельных предприятий, поставляющих лесоматериалы с точным соблюдением требований ...
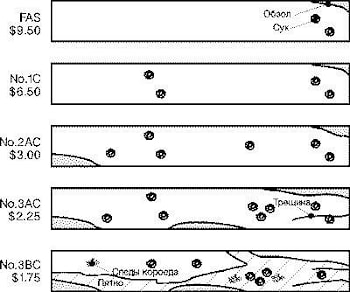
Размеры доски и цены В США существует 5 основных сортов твердой древесины: FAS, Select (иногда его называют FAS-1 Face), No.1 Common, No.2 Common и No.3 Common. Вкратце охарактеризуем эти сорта. FAS означает пиломатериал, который как минимум на 83% ...
Сосна — самый распространенный материал в российской деревообрабатывающей промышленности. Хотя это дерево достаточно легко поддается пилению и обработке, все же мы хотели бы поделиться с вами некоторым опытом, собранным тысячами владельцев станков ...
В существующей технологии деревообработки, в частности сушки древесины, имеется много недостатков, о необходимости устранения которых сегодня пора говорить во весь голос. Дело в том, что древесина сушится в виде необрезных досок. В процессе сушки ...